
Комплектация
-
Подробнее
Номер
Наименование
Количество
1
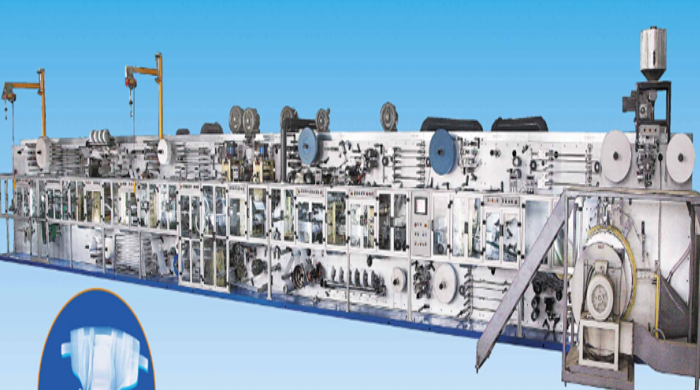
Главная машины линии для производства подгузников для взрослых
1 шт.
2
Серво система + система управления преобразованием частот
1 компл.
3
Высокоскоростной измельчитель пильного типа
2 шт.
4
Вентилятор
1 компл.
5
Простая упаковочная машина педального типа
2 шт.
6
Простая машина для запечатывания швов педального типа
2 шт.
7
Устройство выправления искривлений (Китай)
13 шт.
8
Серводвигатели (Мицубиси, Япония)
12 шт.
9
Кран подъема сырья (до 200 кг)
2 шт.
10
Обеспыливающая установка
1 компл.
11
Напольное устройство всасывания гранул САП (с серво управлением)
1 компл.
12
Звукозаглушающий бокс
1 компл.
13
Бункер возврата брака
1 компл.
14
Автоматическое разматывание рулона сырья, автоматический контроль натяжения, устройство автоматического отслеживания, автоматическое устройство приема сырья, автоматическое устройство отсортировки брака
6 компл.
15
Устройство обрезания передней липучки с локализацией
1 компл.
16
Защитная дверца оборудования
1 компл.
17
Машина плавления клея (NORDSON, США), клей с изменением цвета при соприкосновении с уриной)
7 шт.
Машина плавления клея (Китай), клей с изменением цвета при соприкосновении с уриной)
9 шт.
18
Машина для складывания в стопы (приобретается при необходимости)
1 шт.
19
Устройство локализации нижней пленки с цветовым индексом (приобретается при необходимости)
1 компл.
Примечания:
1. Различия между машинами для плавления клея производства США и Китай:
1.1 Машины производства США с более точной работой, более точное отмеривание количества клея, расход клея на китайских машинах в два раза больше, чем на американских
1.2. Меньшее количество неполадок в работе машин производства США
1.3. Для машин производства США есть сервисные центры по всему миру, что облегчает обслуживание
2. Устройство локализации нижней пленки с цветовым индексом: если нужно, чтобы на каждом подгузнике был целый узор, то понадобится это устройство.
Производители основных деталей:
Номер
Наименование
Марка
Страна производитель
1
Серводвигатель
MITSUBISHI
Япония
2
Низковольтная аппаратура
SCHNEIDER
Франция
3
Датчик
BANNER
США
4
Устройство выправления искривлений
KSC
Китай
5
Сенсорный экран
BANNER
США
6
Система управления PLC
MITSUBISHI
Япония
7
Система контроля температуры
OMRON
Япония
8
Лезвия
D2
США
9
Подшипники
NSK
Япония
10
Синхронный ремень
OPTIBELT
Германия
11
Пневматическая система
AIRTAC
Тайвань
Пояснения по комплектации:
1. Лаконичный прочный каркас из квадратной стали:
1.1. Толщина поверхности 25 мм, с использованием цельной квадратной стали 60*60 мм, основание из квадратных трубок 120mm×120 мм, задний вращательный бункер с увеличенной шириной для облегчения ухода за двумя комплектами систем измельчения.
1.2. Рама для целлюлозы вертикального типа, автоматический подъем сырья с использованием двигателя для облегчения работы. Рулон целлюлозы ≤1400mm.
1.3. Измельчитель: горизонтальный ход сырья, измельчение с использованием пильных лезвий, полуобработка и полная обработка сырья, можно измельчать целлюлозу с шириной ≤ 480mm, мощность двигателя измельчения 30+22KW. Устойчивость целлюлозы ≤1200kpa, количество измельчения примерно 600kg+450/час.
1.4. Управление входа целлюлозы с преобразованием частот, может регулироваться на основе скорости работы линии, автоматическое регулирование количества входа материала, автоматическое отслеживание на отсутствие сырья, оповещение и остановка.
2. Две системы формования целлюлозной прослойки:
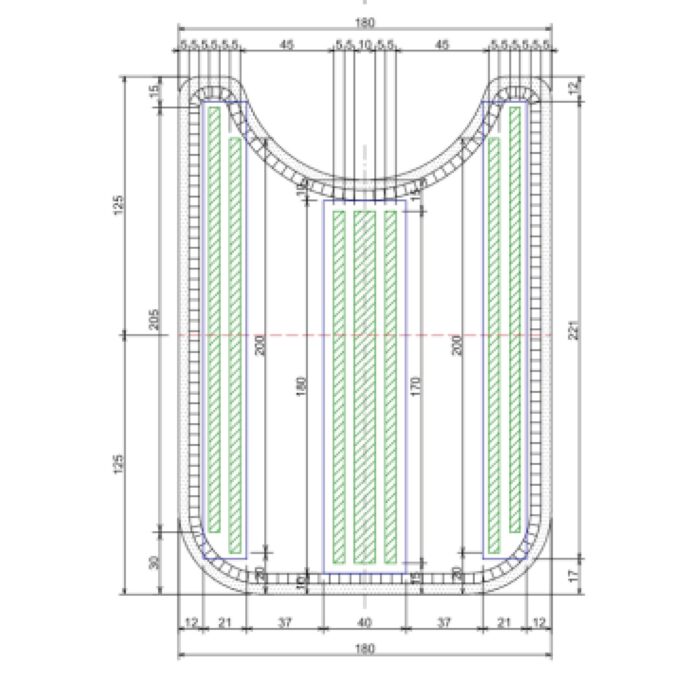
2.1. Непрерывное формование нижнего слоя целлюлозной прослойки, диаметр колеса формования примерно 1300 мм, ширина прослойки регулируется в пределах 100-120 мм, четыре сменных формовочных модуля (S, M, L, XL)
2.2. Формование верхнего слоя целлюлозной прослойки, диаметр колеса формования около 1300 мм, четыре сменных формовочных модуля (S, M, L, XL)
2.3. Боковое всасывание, увеличенный вентилятор, грамотное рассеивание целлюлозы и САП (регулировка количества САП в большем количестве в среднем слое и в меньшем количестве в верхних и нижних слоях)
2.4. Нанесение целлюлозы на распределяющий слой (без САП), смешанный слой (смешивание с САП), нижний слой (без САП), наличие вращающейся щетки регулирования высоты для регулирования толщины целлюлозной прослойки, мощность вентилятора формования ≥55+30KW, давление ветра ≥5000Pa
Наличия устройств улавливания пыли
3. Две системы добавления САП:
3.1. С использованием серво управления, пропорция в граммах задается на сенсорном экране на основе потребностей к получаемой продукции.
3.2. Вращение с использованием ремня, отмеривание количества добавления на основе скорости работы ремня, после смешивания с целлюлозой формовка с оборачиванием
3.3. Непрерывное равномерное добавление с отмериванием количества, отслеживание смешивания САП с целлюлозой с использованием электронного глаза, наличие устройства подачи сырья с серво управлением
3.4. Количество добавления САП с серво управлением, регулируется на основе скорости работы главного оборудования с использованием сенсорного экрана.
3.5. Количество САП 50 кг, наличие напольного бака накопления сырья ≥800kg, когда заканчивается САП производится его подача наверх и добавление. Максимальное количество добавления 15g, для одного подгузника можно регулировать количество добавления в пределах 4-15g, погрешность добавления при стабилизированной скорости работы не более ±5%, добавление в нужном количестве при достижении скорости 50 штук в минуту, автоматическая остановка добавления сырья при скорости ниже 50 метров.
4. Подача гигиенической бумаги для нижнего слоя, диаметр рулона 800 мм.
4.1. Двойная рама для сырья, разматывание с началом запуска.
4.2. Отслеживание материала, автоматическое оповещение и остановка при обрыве материала
5. Подача гигиенической бумаги верхнего слоя, диаметр рулона 800 мм.
5.1. Двойная рама для сырья, разматывание с началом запуска.
5.2. Отслеживание материала, автоматическое оповещение и остановка при обрыве материала
6. Покрывание сердцевины верхним и нижним слоем бумаги:
6.1. Придавливание сердцевины колесом, добавление давления пневматическим цилиндром
6.2. Ромбовидное тиснение, добавление давления пневматическим цилиндром
7. Подача распределяющего слоя ADL, диаметр рулона 800 мм.
7.1. Рама с двумя валами с пневматическим расширением, разматывание рулона с преобразованием частот A/B, отдельная тяга (с серво управлением), регулирование поддержания натяжения
7.2. Прием материала без снижения скорости, автоматическое отбрасывание брака
7.3. Отслеживание материала, при обрыве автоматическое оповещение и остановка
7.4. Отслеживание соединения между сырьем, автоматическое отбрасывание брака
7.5. Устройство отрезания и поворота нетканого материала распределяющего слоя
8. Устройство внутренней резки сердцевины: 1 комплект
9. Эластичные бортики:
9.1. Подача нетканого материала для бортиков защиты от протекания, диаметр рулона 800 мм.
9.2. Рама с двумя валами с пневматическим расширением, отдельная серво тяга, контроль поддержания натяжения, разматывание рулона с преобразованием частот A/B
9.3. Прием материала без снижения скорости, автоматическое отбрасывание брака, оповещение и остановка при обрыве материала
9.4. Отслеживание соединения материала, автоматическое отбрасывание брака
9.5. Центральное устройство отрезания, с использованием ручного устройства выправления искривлений, по одному устройству с каждой стороны
9.6. Добавление резинки для эластичных бортиков, по 2 шт. справа и слева
9.7. Серво управление подачи сырья, натяжение резинки регулируется на сенсорном экране
9.8. Оповещение и остановка при обрыве материала
9.9. Подгибание нетканого материала внутрь или наружу, вспомогательное устройство придавливания
10. Подача нетканого материала лицевого слоя, диаметр рулона 800 мм.
10.1. Рама с двумя валами с пневматическим расширением. Разматывание рулона с преобразованием частот A/B, отдельная тега (с серво управлением), регулирование поддержания натяжения
10.2. Прием сырья без снижения скорости, автоматическое отбрасывание брака
10.3. Отслеживание материала, оповещение и остановка при обрыве
10.4. Отслеживания соединения сырья, автоматическое отбрасывание брака
11. Подача липучки
11.1. Рама с 8 валами, разматывание с началом запуска
11.2. Отслеживание материала, оповещение и остановка при обрыве
11.3. Отслеживание соединения материала, автоматическое отбрасывание брака
11.4. Подача с присасыванием, короткое обрезание, устройство придавливания
12. Комбинирование трех слоев с прессованием
13. Подача нижней пленки
13.1. Подача нижней пропускающей воздух пленки, диаметр рулона 600 мм.
13.2. Рама с двумя валами с пневматическим расширением, разматывание рулона с преобразованием частот A/B, отдельная серво тяга, контроль поддержания натяжения
13.3. Прием сырья без снижения скорости, автоматическое отбрасывание брака
13.4. Отслеживание материала, оповещение и остановка при обрыве.
13.5. Отслеживание соединения материала, автоматическое отбрасывание брака
13.6. Наличие автоматического устройства выправления искривлений, FIFE4 (США)
13.7. Добавление резинки набедренной части
13.8. По 3-4 шт. справа и слева
13.9. Серво управление подачей материала, натяжение резинки задается на сенсорном экране
13.10. Оповещение и остановка при обрыве материала
14. Подача передней липучки
14.1. Рама с двумя валами, разматывание рулона с преобразованием частот A/B
14.2. Отслеживание материала, оповещение и остановка при обрыве
14.3. Отслеживание соединения материала, автоматическое отбрасывание брака
14.4. Подача с присасыванием, короткое обрезание, устройство придавливания
15. Комбинирование лицевого слоя, впитывающей сердцевины и нижней пленки: 1 комплект
16. Дуговая резка
17. Продольное тройное складывание
18. Спрессовка
19. Устройство подачи с колесами прессования
20. Устройство обрезания продукции
21. Устройство подачи и горизонтального складывания
22. Устройство тройного горизонтального складывания
23. Отверстие отбрасывания брака, автоматическое отбрасывание воздухом
24. Горизонтальное устройство подачи с укладкой в стопы
Две головки толкания и два выхода. Ручной прием готовой продукции и помещение в пакет, сдавливание 25%, при нормальной работе 15-20 упаковок в минуту. Количество штук в стопе для помещения в пакет в пределах 12-16 штук.
25. Выход готовой продукции перед машиной укладки (про запас)
26. Кран подъема материала для смены рулонов, для облегчения работы и уменьшения рабочей силы
27. Система привода
27.1. С использованием части серво двигателей + преобразование частот + регулирующий привод с тремя валами, управление разматыванием рулонов сырья преобразованием частот, высокая точность при быстрой работе, нет необходимости в смене деталей вращения при смене производимых размеров, задача осуществляется с использованием PLC
27.2. Все резцедержатели с использованием CNC, высокая точность резки и долгосрочность лезвий
27.3. Вращение лезвий с использованием муфты сцепления валов, увеличенная ширина синхронного ремня
28. Воздуховод
28.1. Для используемого в процессе производства вакуума, формования, сбора пыли и отбрасывания брака используются воздушные насосы и нагнетательные вентиляторы. Движение ветра осуществляется в верхней части оборудования с использованием оцинкованных стальных труб и ПРХ труб.
Особенности электроники:
1. Система отслеживания:
1.1. Отслеживание соединения материала, отбрасывание брака
1.2. Оповещение и остановка при обрыве материала
1.3. Отслеживание обрыва или отсутствия резинки, автоматический отброс брака
1.4. Удобное регулирование отслеживания
2. Управление вращением
2.1. Запуск одной кнопкой
2.2. Защита от запуска лини при выключенных вентиляторах или отсутствии клея, возможность добавления прочих функций.
3. Разматывание рулона и соединение
3.1. Водонепроницаемый нетканый материал, нетканый материал лицевой стороны, распределяющий слой, слой гигиенической бумаги и пленок разматываются отдельно с использованием преобразования частот A/B, автоматическое соединение материала
3.2. Диаметр рулонов: нижняя пленка 600 мм, остальные 800 мм, внутренний диаметр втулки 3 дюйма
3.3. Автоматическое соединение или соединение вручную
3.4. Возможность задачи скорости соединения на сенсорном экране
4. Управление подачей материала:
4.1. Вход целлюлозы с управлением преобразованием частот, зад